MIM-Technologie
METAL INJECTION MOLDING
VORTEILE AUS ZWEI WELTEN
Komplexe geformte Serienbauteile aus Metall sind meist sehr aufwändig in der Produktion - aber glücklicherweise gibt es mit der MIM-Technik der Zimmer Group jetzt eine überlegene Alternative für solche anspruchsvollen Werkstücke!
Mit dem MIM-Verfahren stellen wir nahezu beliebig geformte Metallteile im Spritzgießverfahren her - so einfach, als wären sie aus Kunststoff! Dabei kombinieren wir ganz elegant die geometrischen Freiheiten des Kunststoffspritzgießens mit den hervorragenden Festigkeits- und Verschleißeigenschaften von Metallen.
Das Ergebnis ist eine rundum überzeugende Technologie für die Fertigung von komplex geformten metallischen Serienbauteilen - und zwar zu sehr attraktiven Preisen!
Die MIM-Technologie bietet Ihnen damit eine Fülle an überzeugenden Vorteilen:
- Kostengünstige Serienproduktion von komplexen metallischen Bauteilen
- Konstruktionsfreiheit bei der Entwicklung Ihrer Bauteile bzw. Baugruppen
- Materialfreiheit: Edelstähle, niedrig legierte Stähle, HSS Stähle, sowie Hartmetalle, Titan und Titanlegierungen und Schwermetalle
- Serienfertigung von Bauteilen mit Gewichten von 0,3 g bis 150 g Teilegewicht
- Komplexe Bauteile mit Wandstärken bis 0,2 mm können realisiert werden
- Bohrungen, Innen- und Außengewinde, Hinterschneidungen und Verzahnungen
- Mechanische Festigkeit und Bearbeitbarkeit, wie bei konventionell hergestellten Werkstücken
- Oberflächenbehandlung durch Gleitschleifen, Hochglanzpolieren, Sandstrahlen, Passivieren, Elektropolieren oder Beizen
- Beschichtung durch Brünieren, Chromatisieren, Verkupfern, Vernickeln, Versilbern oder Vergolden
- Vermeidet Fertigungskosten durch die Einsparung von kostenintensiver Aufbau- und Verbindungstechnik
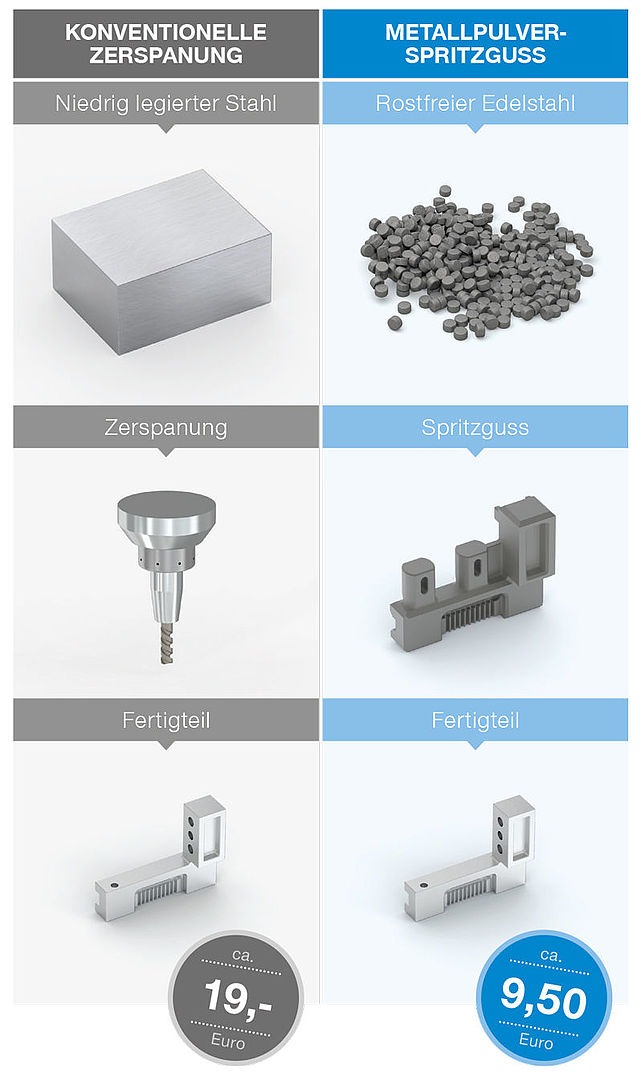
- Bei komplexen Bauteilgeometrien ca. 25 % - 65 % günstiger als herkömmliche Produktionsverfahren
- Anwendungsgebiete finden sich überall, wo kleine komplexe metallische Serienbauteile Ihren Einsatz finden, wie z.B. in Getriebeteilen, der Uhren-, Schmuck- und Brillenindustrie, in medizintechnische Komponenten, in Maschinenbau- und Handlingskomponenten, in Kleinteilen für Mobiltelefone, Computer und sonstige Geräte.
KONTAKT
MIM - Das Verfahren
Feedstock
Das Ausgangsmaterial für den Metallpulverspritzguss bildet der sogenannte „Feedstock“. Dieser besteht aus ca. 60 Vol.-% des jeweiligen Metallpulvers und 40 Vol.-% aus einem Binder, also einer Mischung aus Polymeren und Wachsen. Von zentraler Bedeutung ist dabei die homogene Vermischung aller Bestandteile, denn nur so ist im Folgeprozess eine optimale Verarbeitung und eine gleichbleibene Produktqualität gewährleistet.

Spritzguss
Der Feedstock wird analog zu einem Kunststoffgranulat auf herkömmlichen Spritzgießmaschinen verarbeitet. Der Binderanteil wird unter erhöhter Temperatur aufgeschmolzen, und die hochviskose Masse aus Metallpulver und Binder wird anschließend in die Form des jeweiligen Bauteils gespritzt. Die so entstandenen Werkstücke aus Metallpulver und Binder werden „Grünteil“ genannt und müssen in den nachfolgenden Prozessen zu rein metallischen Bauteilen umgewandelt werden.

Entbinden
Im Entbinderungsschritt wird dem Grünteil der Hauptanteil des Binders entzogen. Dies geschieht normalerweise durch das Herauslösen der Binderkomponente durch Lösungsmittel oder durch eine katalytische Reaktion. Zurück bleibt ein poröses Bauteil, das durch Restkomponenten des Binders zusammengehalten wird.
Diese sogenannten „Braunteile“ werden in einem Ofen thermisch restentbindert. Dies bedeutet, dass bei erhöhter Temperatur zwischen 400 °C und 900 °C der Restbinder aus dem Bauteil verdampft wird. Gleichzeitig beginnen die Metallpartikel, sich zu verbinden, indem sie sogenannte Sinterhälse ausbilden. Sie geben dem Bauteil ausreichend Stabilität für den nachfolgenden Sinterschritt.

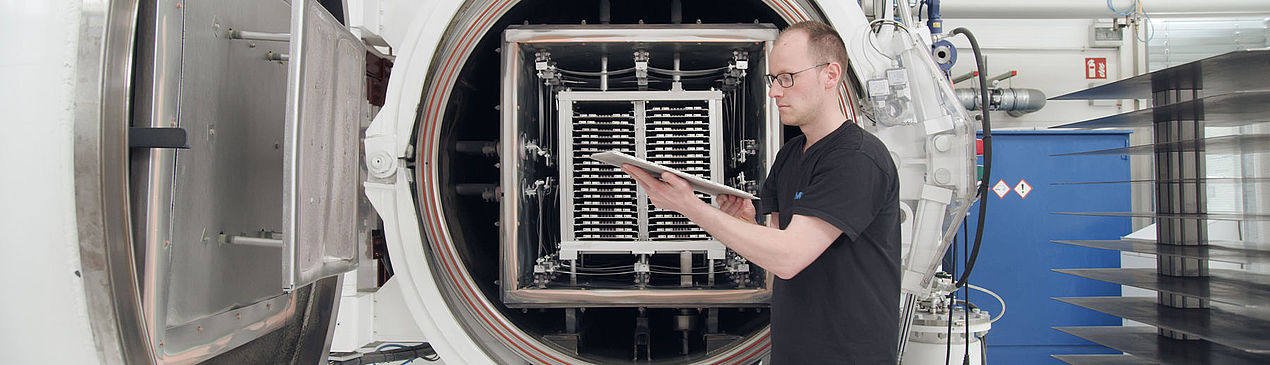
Sintern
Der letzte Verfahrensschritt, das Sintern, schließt die vom Binder zurückgelassenen Poren. Die Bauteile werden bei hohen Temperaturen von meist über 1.000 °C verdichtet. Das jeweilige Temperaturprofil im Sinterofen hängt stark vom Material und der Bauteilgeometrie ab.
Aus diesem Grund muss dieser Prozessschritt für jede Bauteilgeometrie und jedes Material sorgfältig angepasst bzw. entwickelt werden - denn diese Sorgfalt garantiert Ihnen die optimale Qualität der Bauteile über den gesamten Lebenszyklus hinweg.
Anfrageformular
Metal injection molding - MIM
Bearbeitungsdauer für Angebote
- Kunststoffteile - innerhalb von 3 Arbeitstagen*
- MIM Teile - innerhalb von 3 Arbeitstagen*
- Spritzgusswerkzeuge (Kunststoff/MIM) - innerhalb von 3 Arbeitstagen*
- Werkzeugänderungen - innerhalb von 3 Arbeitstagen*
- Dienstleistungen (Fräsen, Drehen, Erodieren) - innerhalb von 3 Arbeitstagen*
*Voraussetzung: Bauteilkonstruktion ist abgeschlossen bzw. freigegeben.